



Robinet de cuivre à souder par induction sur un anneau de haut-parleur avec chauffage par induction IGBT
Objective Heat languette de cuivre jusqu'à ce que la soudure soit refaite.
Matériau Patte de cuivre 0.25 X 0.25 pouce carré d'environ 0.05 pouce d'épaisseur. Matériau de soudure sans plomb (température de fusion plus élevée que la soudure ordinaire.)
Température 500 ºF pendant 1.25 secondes
Fréquence 286 kHz
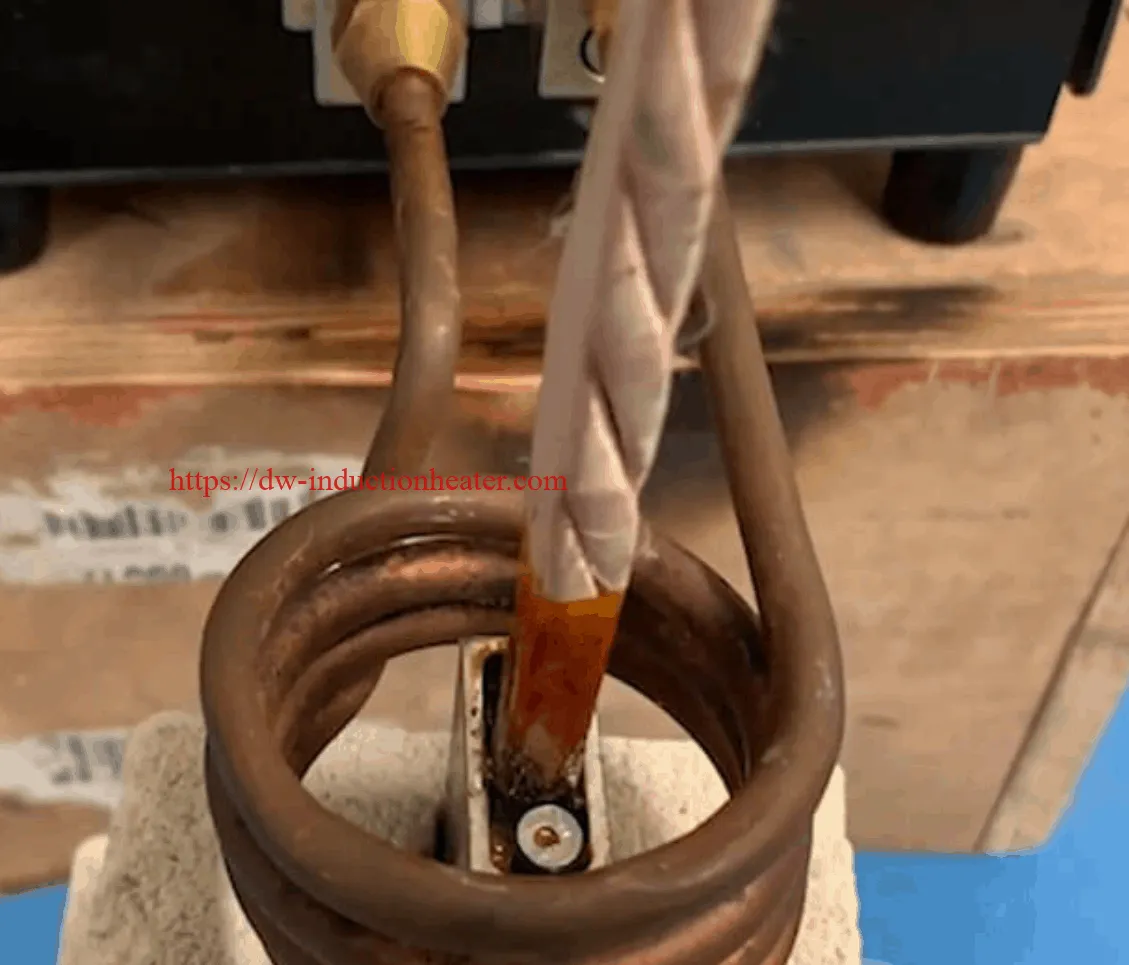
Equipement Système de chauffage par induction à semi-conducteurs DW-UHF-4.5 kW, 150-400 kHz équipé d'une station de chauffage à distance contenant un condensateur de 1.2 μF et une bobine de travail spécialement conçue.
Une bobine hélicoïdale multi-tours d'environ 3/16 de pouce de diamètre interne constituée d'un tube de 1/16 de pouce de diamètre.
Le fil de soudure de processus est alimenté sur la zone de languette du haut-parleur à l'aide d'un dévidoir de fil automatique. Il est ensuite chauffé pour refouler la soudure.
Résultats / Avantages Avec une conception de bobine efficace, le chauffage par induction atteint facilement la température de refusion souhaitée en très peu de temps.
