Piquage de chaleur par induction pour fil à ressort et poudre de nylon
Le jalonnement thermique consiste à utiliser chauffage par induction dans les processus où les plastiques changent d'état de solide à liquide. Une utilisation courante de cette application est l'emmanchement à force d'une pièce métallique dans une pièce en plastique. Le métal est chauffé par induction à une température supérieure à celle de la refusion plastique. Dans certains cas, le métal peut être pressé dans le plastique avant que le chauffage ne se produise; ou le métal peut être chauffé avant d'être pressé dans le plastique, provoquant la refusion du plastique au fur et à mesure que la pièce est pressée (également appelée refusion du plastique). Le chauffage par induction peut également être utilisé dans les machines de moulage par injection de plastique. Le chauffage par induction améliore l'efficacité énergétique des processus d'injection et d'extrusion. La chaleur est directement générée dans le baril de la machine, ce qui réduit le temps de préchauffage et la consommation d'énergie.
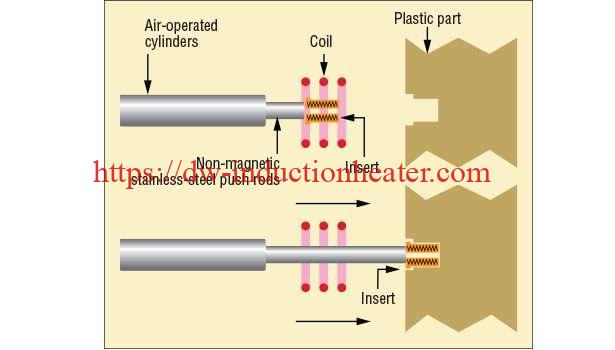 L'insertion métal-plastique consiste à chauffer un insert métallique fileté à une température supérieure au point de refusion du plastique et à le presser dans la pièce en plastique. Le processus nécessite un chauffage rapide, précis et reproductible. Le ramollissement des filets internes est le résultat de longs processus de chauffage.
L'insertion métal-plastique consiste à chauffer un insert métallique fileté à une température supérieure au point de refusion du plastique et à le presser dans la pièce en plastique. Le processus nécessite un chauffage rapide, précis et reproductible. Le ramollissement des filets internes est le résultat de longs processus de chauffage.
Chauffage par induction fournit un contrôle précis de la chaleur pour assurer un résultat constant, avec des résultats de haute qualité. L'équipement peut être programmé pour un niveau de puissance et un temps de chauffage spécifiques, supprimant la variabilité de l'opérateur et améliorant la répétabilité du processus.
 Objectif: Pour chauffer les extrémités du fil à ressort de 0.072″, espacées de 1/2″, uniformément pour l'application de poudre de nylon sur une longueur de 1″ de l'extrémité. Une fois chauffé à 7000F, la poudre de nylon fusionne avec le fil en créant un revêtement protecteur. Les armatures ont l'habitude de percer le vêtement de soutien et de rayer le porteur. En ajoutant un revêtement protecteur en nylon aux extrémités de la forme de fil, cette situation inconfortable est évitée.
Objectif: Pour chauffer les extrémités du fil à ressort de 0.072″, espacées de 1/2″, uniformément pour l'application de poudre de nylon sur une longueur de 1″ de l'extrémité. Une fois chauffé à 7000F, la poudre de nylon fusionne avec le fil en créant un revêtement protecteur. Les armatures ont l'habitude de percer le vêtement de soutien et de rayer le porteur. En ajoutant un revêtement protecteur en nylon aux extrémités de la forme de fil, cette situation inconfortable est évitée.
Matériau: Fil à ressort et poudre de nylon
Température: 370 ℃
Application: La DW-UHF-6KW-III état solide de sortie Alimentation électrique à chauffage par induction ainsi qu'une bobine hélicoïdale allongée unique à cinq (5) tours a été utilisée pour obtenir les résultats suivants :
- 370 ℃ a été atteint avec un cycle machine de douze (12) secondes.
- Un revêtement uniforme a été produit à la suite d'un chauffage uniforme dû à la bobine hélicoïdale allongée unique à cinq (5) tours.
- Douze (12) échantillons de fil ont été chauffés simultanément dans l'unique bobine de travail.
Équipement: DW-UHF-6KW-III alimentation à induction à semi-conducteurs de sortie comprenant une (1) station de chauffage à distance contenant deux (2) condensateurs d'une valeur totale de 0.66 µF, et une bobine hélicoïdale allongée unique à cinq (5) tours mesurant 2 1/2″ de large, 8 1/ 2″ de long et 2 3/4″ de haut avec les deux tours inférieurs inclinés vers le bas aux extrémités.
La fréquence: 258 kHz
piquetage de la chaleur par induction pour le fil à ressort et la poudre de nylon