
Bande d'acier de forgeage par induction
Description
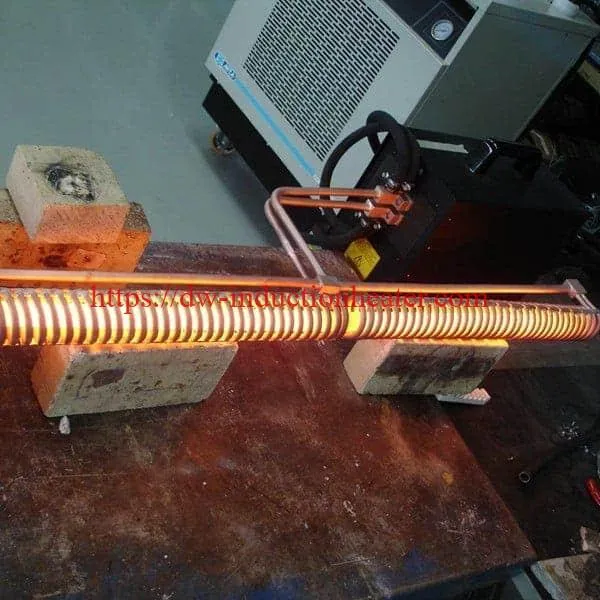
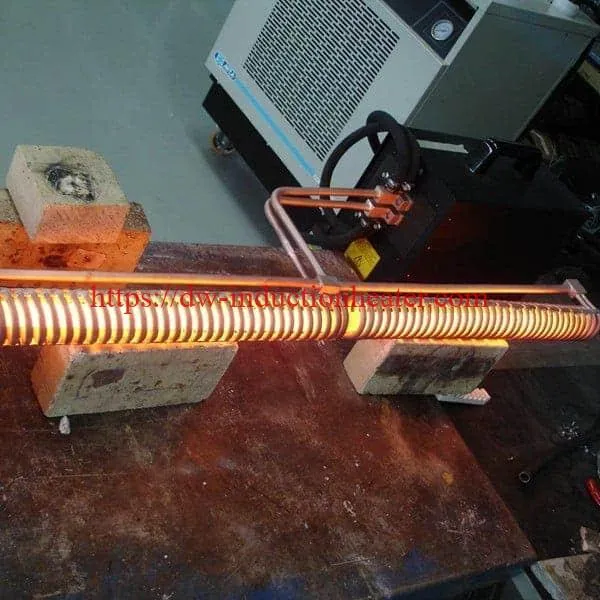
Bande d'acier de forgeage par induction avec système de chauffage par induction
Objectif Chauffer une bande d'acier 1025 à 1800 ºF avant un processus de forgeage pour la production de fers à cheval. Actuellement, les ébauches sont découpées et chauffées dans un four à gaz puis forgées dans la presse. Avec une bobine d'induction en place, l'acier serait alimenté en continu à partir d'un rouleau à travers la bobine d'induction et dans la presse à forger. Afin de répondre à l'augmentation de la cadence de production, le chauffage de la section d'acier de 13 pouces doit se produire dans les 10 secondes.
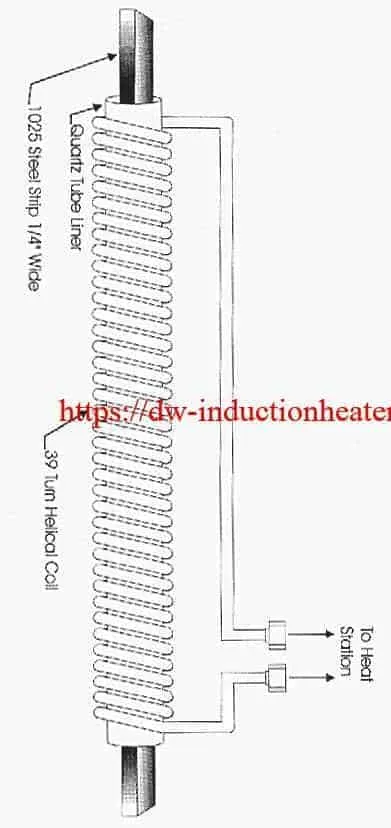
Matériau 1025 Bande d'acier d'environ 3/4 "de largeur et 1/4" d'épaisseur.
Température 1800 ºF
Fréquence 50kHz
Equipement Bloc d'alimentation à induction à semi-conducteurs DW-HF-60kW comprenant une station de chauffage d'une capacité totale de 0.5 μF.
Processus Le bloc d'alimentation à induction à semi-conducteurs Ameritherm de 40 kW s'est avéré efficace pour atteindre les résultats suivants: Résultats • 1800 ºF ont été atteints en 10 secondes.
• Le taux de production de 1 pièce toutes les 5 à 10 secondes a été atteint.
• Les résultats ci-dessus ont été obtenus grâce à l'utilisation d'une bobine de travail hélicoïdale à 39 tours mesurant 1 1/2 "DI et 11 1/2" OAL.