Transaxle automobile de soudage par préchauffage par induction
Description
Transaxle automobile de soudage par préchauffage par induction
Objectif: Pour préchauffer un axe en acier de 3.6 po (91 mm) de diamètre extérieur avec trois lignes de soudure à 662 ºF (350 ºC), chaque ligne de soudure étant chauffée à température dans les cinq secondes
![]() Matériau: Axe en acier de 3.6 po (91 mm) de diamètre extérieur fourni par le client
Matériau: Axe en acier de 3.6 po (91 mm) de diamètre extérieur fourni par le client
Température: 662 ºF (350 ºC)
La fréquence: 121 kHz
Équipement: DW-HF-45kW 50 à 150 kHz système de chauffage par induction équipé d'une station de chauffage à distance contenant huit condensateurs de 1.0 μF en série parallèle
- Un alésage interne à une seule position bobine de chauffage par induction conçu et développé spécifiquement pour cette application.
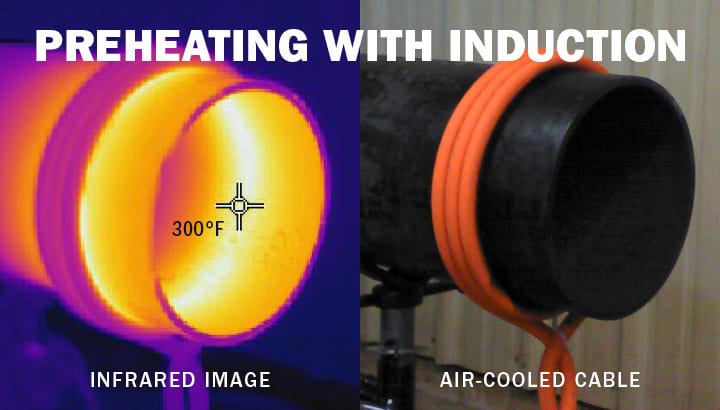
 Processus de préchauffage par induction: L'axe en acier a été peint avec une peinture indiquant la température et un thermocouple a été fixé à la pièce. La bobine de chauffage par induction a été placée à l'intérieur de l'axe en acier et l'alimentation électrique a été activée. Cette approche a permis à la ligne de soudure d'être chauffée à 662 ºF (350 ºC) en moins de cinq secondes, comme souhaité par le client. L'alimentation électrique peut être programmée pour s'éteindre après le temps de chauffage souhaité - cinq secondes dans ce cas. Ensuite, la bobine peut être déplacée vers la deuxième ligne de soudure et la troisième ligne de soudure.
Processus de préchauffage par induction: L'axe en acier a été peint avec une peinture indiquant la température et un thermocouple a été fixé à la pièce. La bobine de chauffage par induction a été placée à l'intérieur de l'axe en acier et l'alimentation électrique a été activée. Cette approche a permis à la ligne de soudure d'être chauffée à 662 ºF (350 ºC) en moins de cinq secondes, comme souhaité par le client. L'alimentation électrique peut être programmée pour s'éteindre après le temps de chauffage souhaité - cinq secondes dans ce cas. Ensuite, la bobine peut être déplacée vers la deuxième ligne de soudure et la troisième ligne de soudure.
Processus Résultats / Avantages: La bobine étant à l'intérieur de l'essieu, elle ne gêne pas et peut ensuite être facilement déplacée vers la ligne de soudure suivante
- Vitesse: l'induction et le procédé proposé permettent aux lignes de soudure d'être chauffées à température dans le
fiable
- Test de laboratoire gratuit: il s'agit d'un nouveau projet pour le client, et les tests de demande de service de laboratoire HLQ ont permis au client de
tester leur application et une approche innovante a été conçue




