



système de chauffage par induction magnétique
Description
Système de chauffage par induction magnétique IGBT
Caractéristiques principales:
- Module IGBT et technologies inverses, meilleures performances, plus grande fiabilité et moindre coût de maintenance;
- % De cycle de service 100, le fonctionnement en continu est autorisé à la puissance maximale;
- le courant constant ou le statut de puissance constant peuvent être sélectionnés en conséquence pour obtenir une efficacité de chauffage supérieure;
- affichage de la puissance et du courant de chauffage et de la fréquence d'oscillation;
- fonctions multi-affichages, avec des affichages de surintensité, de surtension, de défaillance en eau, de défaillance de phase et d'inaptitude du garçon, etc., la machine peut être protégée de la destruction et les machines peuvent être réparées facilement.
- simple à installer, l'installation peut être réalisée très facilement par une personne non professionnelle, le raccordement à l'eau et l'électricité pouvant être terminé en quelques minutes.

- poids léger, petite taille.
- forme et taille différentes de bobine de chauffage par induction peut être changé facilement pour chauffer différentes pièces.
- avantages du modèle avec minuterie: la puissance et la durée de fonctionnement de la période de chauffage et de la période de conservation peuvent être préréglées, afin de réaliser une courbe de chauffage simple, il est suggéré d'utiliser ce modèle pour la production par lots afin d'améliorer la répétabilité.
- les modèles séparés sont conçus pour s'adapter aux environnements sales, le générateur peut être placé dans un espace propre pour augmenter la fiabilité; avec la petite taille et le poids léger du transformateur séparé, il est facile à utiliser dans la chaîne de production et facilement assemblé à l'intérieur de la machine ou du mécanisme déplacé.
| Série | Modèle | Puissance d'entrée max | Courant d'entrée max. | Fréquence d'oscillation | Tension d'entrée | Cycle d' | |
| MF
. |
Générateur à induction DW-MF-15 | 15KW | 23A | 1KHz-20KHz Selon l'application | 3phases380V ± 10% | 100% | |
| Générateur à induction DW-MF-25 | 25KW | 36A | |||||
| DW-MF-35Générateur à induction | 35KW | 51A | |||||
| Générateur à induction DW-MF-45 | 45KW | 68A | |||||
| Générateur à induction DW-MF-70 | 70KW | 105A | |||||
| Générateur à induction DW-MF-90 | 90KW | 135A | |||||
| Générateur à induction DW-MF-110 | 110KW | 170A | |||||
| Générateur à induction DW-MF-160 | 160KW | 240A | |||||
| Générateur à induction DW-MF-300 | 300KW | 400A | |||||
| Four de forgeage de baguettes de chauffage par induction DW-MF-45 | 45KW | 68A | 1KHz-20KHz | 3phases380V ± 10% | 100% | ||
| Four de forgeage de baguettes de chauffage par induction DW-MF-70 | 70KW | 105A | |||||
| Four de forgeage de baguettes de chauffage par induction DW-MF-90 | 90KW | 135A | |||||
| Four de forgeage de baguettes de chauffage par induction DW-MF-110 | 110KW | 170A | |||||
| Four de forgeage de tige de chauffage par induction DW-MF-160 | 160KW | 240A | |||||
| Four de fusion à induction DW-MF-15 | 15KW | 23A | 1K-20KHz | 3phases380V ± 10% | 100% | ||
| Four de fusion à induction DW-MF-25 | 25KW | 36A | |||||
| Four de fusion à induction DW-MF-35 | 35KW | 51A | |||||
| Four de fusion à induction DW-MF-45 | 45KW | 68A | |||||
| Four de fusion à induction DW-MF-70 | 70KW | 105A | |||||
| Four de fusion à induction DW-MF-90 | 90KW | 135A | |||||
| Four de fusion à induction DW-MF-110 | 110KW | 170A | |||||
| Four de fusion à induction DW-MF-160 | 160KW | 240A | |||||
| Équipement de durcissement par induction DW-MF-110 | 110KW | 170A | 1K-8KHz | 3phases380V ± 10% | 100% | ||
| DW-MF-160Équipement de durcissement par induction | 160KW | 240A | |||||
| HF
. |
Série DW-HF-15 | DW-HF-15KW | 15KVA | 32A | 30-100KHz | 220V monophasé | 80% |
| Série DW-HF-25 | DW-HF-25KW-A | 25KVA | 23A | 20K-80KHz | 3phases380V ± 10% | 100% | |
| DW-HF-25KW-B | |||||||
| Série DW-HF-35 | DW-HF-35KW-B | 35KVA | 51A | ||||
| Série DW-HF-45 | DW-HF-45KW-B | 45KVA | 68A | ||||
| Série DW-HF-60 | DW-HF-60KW-B | 60KVA | 105A | ||||
| Série DW-HF-80 | DW-HF-80KW-B | 80KVA | 130A | ||||
| Série DW-HF-90 | DW-HF-90KW-B | 90KVA | 160A | ||||
| Série DW-HF-120 | DW-HF-120KW-B | 120KVA | 200A | ||||
| Série DW-HF-160 | DW-HF-160KW-B | 160KVA | 260A | ||||
| EUH
. F .
|
DW-UHF-4.5KW | 4.5KW | 20A | 1.1-2.0MHz | Monophasé220V ± 10% | 100% | |
| DW-UHF-6.0KW | 6.0KW | 28A | |||||
| DW-UHF-10KW | 10KW | 15A | 100-500KHz | 3phases380V ± 10% | 100% | ||
| DW-UHF-20KW | 20KW | 30A | 50-250KHz | ||||
| DW-UHF-30KW | 30KW | 45A | 50-200KHz | ||||
| DW-UHF-40KW | 40KW | 60A | 50-200KHz | ||||
| DW-UHF-60KW | 60KW | 90A | 50-150KHz | ||||
Applications
1. chauffage (forgeage à chaud, raccord à chaud et fusion)
Forgeage à chaud par induction vise à fabriquer les pièces de travail à certaines températures (différents matériaux nécessitent des températures différentes) dans d'autres formes par presse à forger à l'aide d'une presse à poinçonner, d'une machine à forger ou d'autres équipements, par exemple, l'extrusion à chaud de boîtier de montre, flan de montre, poignée, moule accessoire, articles de cuisine et de table, articles d'art, pièce standard, attache, pièce mécanique fabriquée, serrure en bronze, rivet, goupille et goupille en acier.
Le raccord à chaud fait référence à la connexion de différents métaux ou métaux avec des non-métaux par le biais du chauffage basé sur le principe de l'expansion à chaud ou de la fusion à chaud, par exemple, le soudage intégré du noyau de cuivre d'un radiateur d'ordinateur avec une feuille d'aluminium et une bande de haut-parleur, composé d'acier et de plastique tube, scellage d'une feuille d'aluminium (peeling dentifrice), rotor du moteur et scellement de l'élément chauffant électrique tubulaire.
La fusion vise principalement à fondre le métal en liquide en utilisant la haute température, qui est principalement applicable à la fusion du fer, de l'acier, du cuivre, de l'aluminium, du zinc ainsi que de divers métaux nobles.
Traitement 2.Heat (trempe de surface)
Trempe pour divers quincaillerie et outils, tels que pinces, clés, marteaux, haches, outils de vissage et cisailles (cisaillement de verger).
Trempe pour divers accessoires d'automobile et de moto, tels que vilebrequin, bielle, axe de piston, roue à chaîne, roue en aluminium, valve, arbre de bras oscillant, arbre semi-moteur, petit arbre et fourche.
Trempe pour les machines-outils, telles que le plateau de tour et le rail de guidage.
Trempe pour diverses pièces métalliques de quincaillerie et pièces usinées, telles que l'arbre, l'engrenage (roue à chaîne), la came, le mandrin et la pince, etc.
Trempez pour les moules de matériel, tels que le moule de petite taille, l'accessoire de moule et le trou intérieur du moule.
3.Welding (soudure par brasage, soudure à l'argent et brasage)
Soudage de divers outils de coupe de matériel, tels que l'outil diamant, l'outil abrasif, l'outil de forage, la lame de scie en alliage, la fraise en alliage dur, la fraise, l'alésoir, l'outil de planification et le foret central solide.
Soudage de divers gadgets mécaniques de matériel: soudure à l'argent et Brasage à l'induction de métaux de la même variété ou de variétés différentes, comme les articles de quincaillerie pour la toilette et la cuisine, les robinets de réfrigération en cuivre, les accessoires de décoration de lampes, les moules de précision, les poignées de quincaillerie, les batteurs à oeufs, les alliages d'acier et d'acier, l'acier et le cuivre ainsi que le cuivre et le cuivre.
Le soudage de fond de pot composé est principalement applicable au soudage par brasage de fond de pot circulaire, carré et irrégulier. Elle s'applique également au soudage par brasage ordinaire d'autres métaux.
Le soudage du disque chauffant d'une bouilloire électrique à eau chaude se réfère principalement au soudage par brasage d'une base plate en acier inoxydable, d'une feuille d'aluminium et d'éléments chauffants électriques tubulaires de diverses formes.
3.Annealing (trempe et modulation)
Recuit de divers produits en acier inoxydable, tels que le bassin en acier inoxydable, la boîte recuite et extrudée, le bord plié recuit, l'évier recuit, le tube en acier inoxydable, la vaisselle et la tasse.
Recuit de diverses autres pièces métalliques, telles que tête de balle de golf, queue, serrure en laiton, raccord en cuivre de quincaillerie, manche de couteau de cuisine, lame, casserole en aluminium, seau en aluminium, radiateur en aluminium et divers produits en aluminium.
Principe de chauffage par induction
Conversion de fréquence chauffage par induction électromagnétique ou le chauffage par induction en abrégé est un procédé pour chauffer des matériaux métalliques en convertissant l'alimentation à fréquence industrielle en celle d'une plage spécifique basée sur le principe de l'induction électromagnétique. Il est principalement applicable au travail à chaud du métal, au traitement thermique, au soudage et à la fusion. Ce type de technique de chauffage est également applicable à l'industrie de l'emballage (comme le scellement de feuilles d'aluminium utilisées dans la médecine et l'industrie alimentaire), aux matériaux semi-conducteurs (tels que le silicium monocristallin extrudé et les pièces métalliques de fixation chauffées pour le verre automobile). 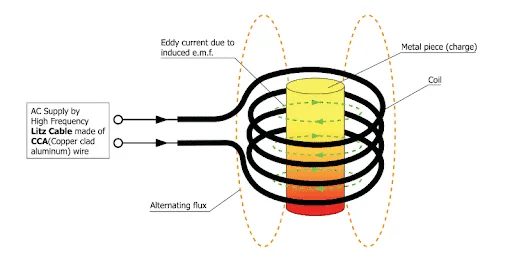
Système de chauffage par induction de base inclure une bobine d'induction, une source d'alimentation CA et des pièces La bobine d'induction peut être fabriquée en différentes formes selon différents objets chauffés. La bobine est connectée à la source d'alimentation fournissant un courant alternatif pour la bobine. Le courant alternatif possédé par la bobine peut créer un champ magnétique alternatif passant à travers les pièces de travail pour produire un flux de Foucault tel que requis par le chauffage.
Avantages du système de chauffage par induction manétique
- Chauffage rapide: la vitesse minimale de chauffage est inférieure à 1 seconde (la vitesse de chauffage est disponible pour le réglage et le contrôle).
- Large couverture de chauffage: il peut être utilisé pour chauffer diverses pièces métalliques (remplacer la bobine d'induction amovible selon différents interrupteurs de fonctionnement).
- Installation facile: il peut être utilisé une fois qu'il est connecté à une source d'alimentation, une bobine d'induction ainsi qu'un tuyau d'alimentation en eau et un tuyau montant; il est de petite taille et léger.
- Facile à utiliser: vous pouvez apprendre à le faire fonctionner en quelques minutes.
- Démarrage rapide: il peut être démarré pour effectuer l'opération de chauffage à condition que l'eau et l'alimentation électrique soient disponibles.
- Faible consommation d'énergie: Par rapport aux équipements à haute fréquence conventionnels de tube à vide, il peut économiser la puissance d'environ 70%. Plus la taille de la pièce est petite, plus la consommation d'énergie est faible.
- Haute efficacité:il a des caractéristiques telles que le chauffage uniforme (il est applicable pour ajuster l'espacement de la bobine d'induction pour assurer la température appropriée comme requis par chaque partie de la pièce), un réchauffement rapide et un horizon oxique limité, et peut se prémunir contre tout déchet après le recuit.
- Protection complète:il a des fonctions telles que les indications d'alarme de surpression, de surintensité, de surchauffe et de manque d'eau ainsi que le contrôle et la protection automatiques.
- Température contrôlable: il est applicable pour contrôler la température de chauffage des pièces à travailler selon le temps de chauffage prédéfini, et ainsi contrôler la température de chauffage à un certain point technique.
- Conception complète à pleine charge: il peut fonctionner en continu pendant 24 heures.
- De petite taille et poids léger: il ne pèse que quelques dizaines de kilogrammes, dont l'espace au sol limité permet d'économiser efficacement l'espace de l'atelier.
- Élimination de la haute tension: il ne nécessite aucun transformateur élévateur qui peut produire environ dix mille tensions, et peut ainsi assurer une sécurité maximale.




