Objectif
Pour souder simultanément par induction à haute fréquence le support de tube en laiton à un ensemble de chemise d'eau en laiton avec chauffage par induction.

Matériel
Machine de chauffage par induction DW-HF-15KW

Paramètres clés
Puissance : 5 kW
Température: 424 ° F (217 ° C)
Temps: 10 secondes jusqu'à ce que l'alliage coule; 15 secondes pour permettre à l'alliage de s'égaliser autour du tube.

ESSAI 1
Matériaux
• Ensemble de chemise d'eau en laiton
• Alliage de soudure sans plomb
• Flux de soudure en pâte utilitaire

ESSAI 2
Matériaux
• Ensemble de chemise d'eau en laiton
• Alliage de soudure sans plomb
• Flux de soudure en pâte utilitaire

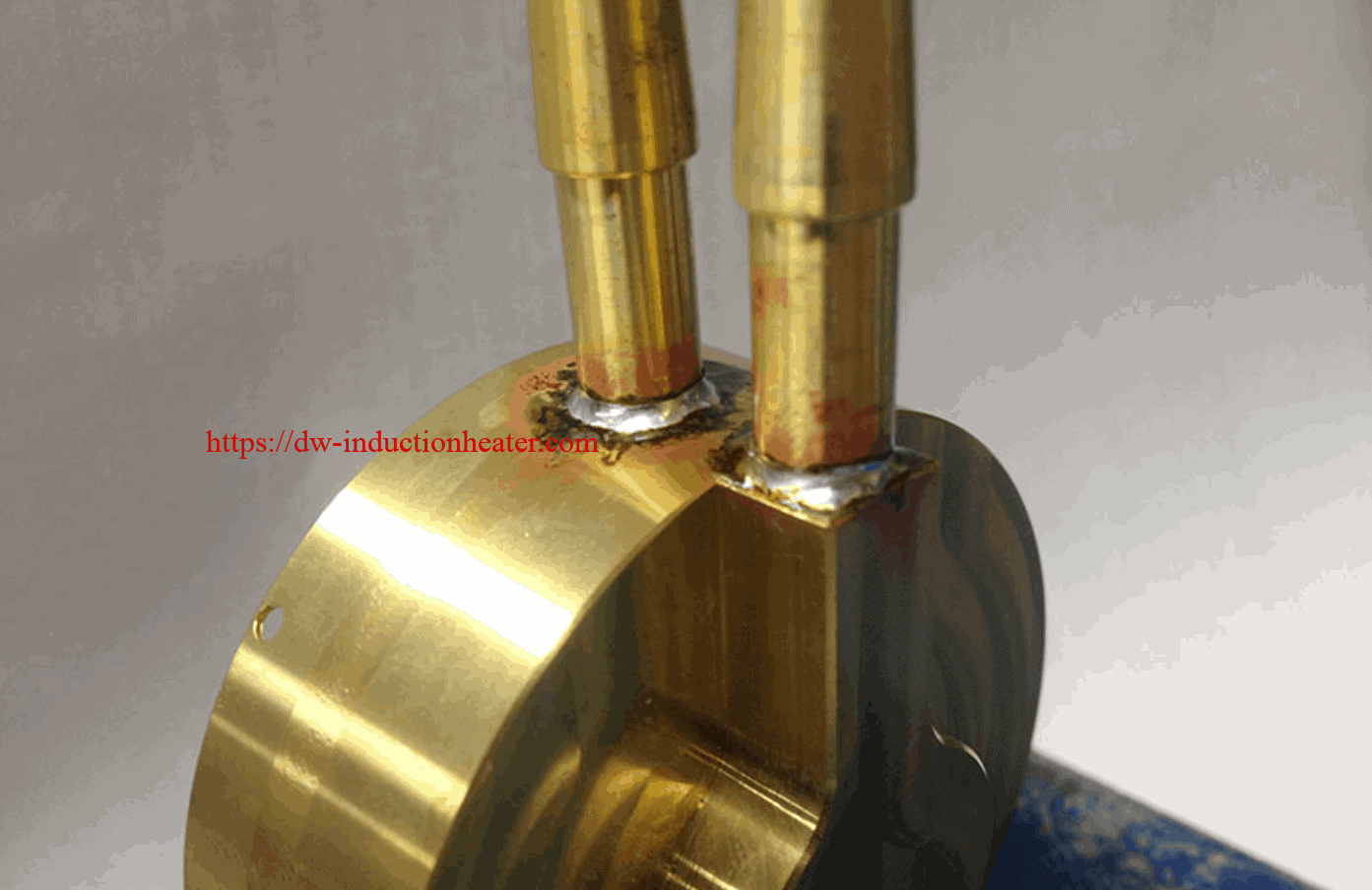
Résultats:
Les tubes d'entrée / sortie en laiton ont été brasés avec succès sur l'assemblage en laiton avec chauffage par induction. La pièce doit être positionnée de manière à ce que le tube soit proche de l'extrémité de la bobine. Le joint de soudure sur la paroi mince de l'assemblage atteindra la température de soudure en 10 secondes. Le deuxième joint de soudure atteindra la température de soudage en moyenne 10 secondes plus tard (15 secondes au total). Un chauffage supplémentaire de 5 secondes peut être nécessaire pour permettre à la soudure de circuler uniformément autour des tubes afin d'améliorer la qualité finale et l'apparence.