Qu'est-ce que le durcissement par induction ?
Comment fonctionne le durcissement par induction ? En termes simples, l'alimentation secteur est convertie en courant alternatif et délivrée à une bobine de travail qui crée un champ électromagnétique à l'intérieur de la bobine. La pièce avec l'époxy dessus peut être en métal ou en semi-conducteur comme le carbone ou le graphite. Pour durcir l'époxy sur des substrats non conducteurs tels que le verre, un suscepteur électriquement conducteur peut être utilisé pour transférer la chaleur au matériau non conducteur.
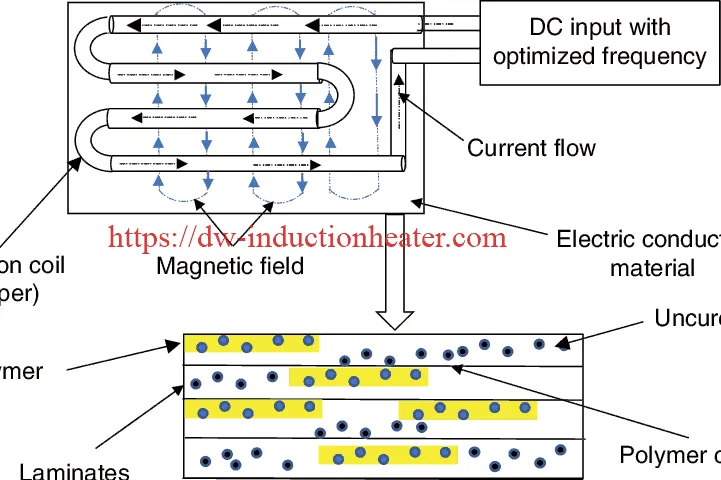 principe de durcissement par induction-théorie
principe de durcissement par induction-théorieQuels sont les avantages du durcissement par induction ?
Les adhésifs époxy à composant unique qui sont durcis à la chaleur peuvent utiliser la chaleur de diverses sources. Le plus typique est un four, mais des pistolets à air chaud, des plaques de cuisson et un durcissement par induction sont également utilisés. Le durcissement par induction peut réduire considérablement le temps nécessaire pour durcir l'époxyde et minimiser les effets de la chaleur sur les composants environnants, car le chauffage par induction fournit de la chaleur précisément à la zone adhésive.
Le durcissement par induction est-il une bonne option pour mon application ?
Fournir votre équipement de chauffage par induction spécialiste et les informations de votre fabricant d'adhésif époxy sur les sujets suivants les aideront à faire la meilleure recommandation.
1. Matériaux ou substrats à coller – Comprendre ce que sont les substrats aidera à déterminer la vitesse de chauffage et la puissance nécessaires pour durcir l'adhésif. Par exemple, le fer chauffe avec moins de puissance qu'il n'en faut pour chauffer l'aluminium.
2. Taille des composants à coller – Les pièces plus petites nécessitent une fréquence plus élevée pour un chauffage efficace. Les zones plus grandes bénéficient d'une fréquence plus basse.
3. Exigences relatives à l'époxyde – Il existe un seuil min/max pour le durcissement de l'époxy. La température minimale requise pour effectuer le durcissement et la température maximale autorisée avant la décomposition de l'époxyde.
Durcissement par induction pour le collage de copeaux de quartz sur un cylindre en acier
Une entreprise de l'industrie automobile est à la recherche d'un système de chauffage par induction pouvant atteindre la température de 175°C (347°F) et la maintenir dans la tolérance serrée de +/- 3C. Chauffage par induction chauffera un cylindre en acier pour durcir un adhésif pour le collage d'une puce de quartz. Le chauffage par induction est une méthode préférée car il fournit un chauffage plus rapide, contrôlé et plus uniforme.

Industrie: Automobile
Équipement: Système de chauffage par induction DW-UHF-10kW est recommandé pour cette application de durcissement d'augmenter et de maintenir la température souhaitée.
Processus:
Le but de cette application de durcissement par induction est de chauffer les deux côtés d'un cylindre en acier de 1.064" (2.70 cm) de diamètre extérieur, 7.25" (18.41 cm) de long avec une zone de chaleur de 1" (2.54 cm) jusqu'à 175 C (347° F) et maintenez cette température pendant 60 secondes afin d'effectuer l'application de collage. La température désirée a été atteinte en 13 secondes. Un contrôleur de température de type K a été utilisé pour mesurer la température.
 processus de durcissement par induction
processus de durcissement par inductionDurcissement par induction pour le collage de copeaux de quartz sur un cylindre en acier