Cuivre de brasage par induction
Description
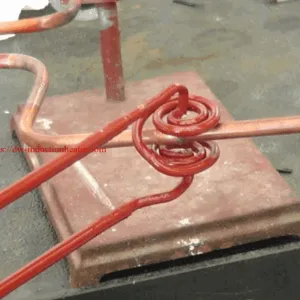
Tube et tuyau de cuivre de brasage par induction avec le système de chauffage à haute fréquence
Objectif Brasure en laiton avec joint torique pour divers diamètres de tube en cuivre.
Matières Différents tubes en cuivre allant du diamètre 3 / 8 "à 7 / 8" et aux raccords femelles en laiton 2-3 "de longueur avec joint torique, bagues à souder argentées et bécher en verre.

Température 1300 ºF (704 ºC)
La fréquence 283 kHz pour le tube de cuivre de diamètre 3 / 8 ”(9.6mm) 250 kHz pour le tube de cuivre de diamètre 7 / 8” (19.8mm)
Matériel • Système de chauffage par induction DW-UHF-20kW, équipé d’une tête de travail à distance contenant deux condensateurs 1.5 μF pour un total de 0.75 μF
• Un serpentin de chauffage par induction conçu et développé spécialement pour cette application.
Processus Une bobine hélicoïdale 1.5 ”à trois tours est utilisée pour chauffer la jonction du diamètre 3 / 8” (9.6mm). tube de cuivre et raccord en laiton. Le raccord en laiton est placé sur un mandrin en céramique dans un bécher d’eau et la moitié du raccord est immergée dans l’eau pour empêcher le joint torique de fondre. La chaleur est appliquée pendant quelques secondes 30, ce qui permet à l’anneau de soudure de s’écouler uniformément, créant ainsi un lien solide et esthétique sans surchauffer le raccord. Le diamètre 7 / 8 ”(19.8mm). le tube de cuivre est brasé avec une bobine légèrement plus grande à trois tours.
Résultats / avantages Le chauffage par induction fournit:
• Possibilité de diriger la chaleur uniquement vers la zone requise
• La taille et la géométrie de la bobine facilitent le chargement et le déchargement des pièces finies
• La capacité de la bobine à être utilisée avec le procédé au bain-marie permet la stabilité du joint torique.