brasage des plaques de cuivre recouvrant les joints
Description
Objectif
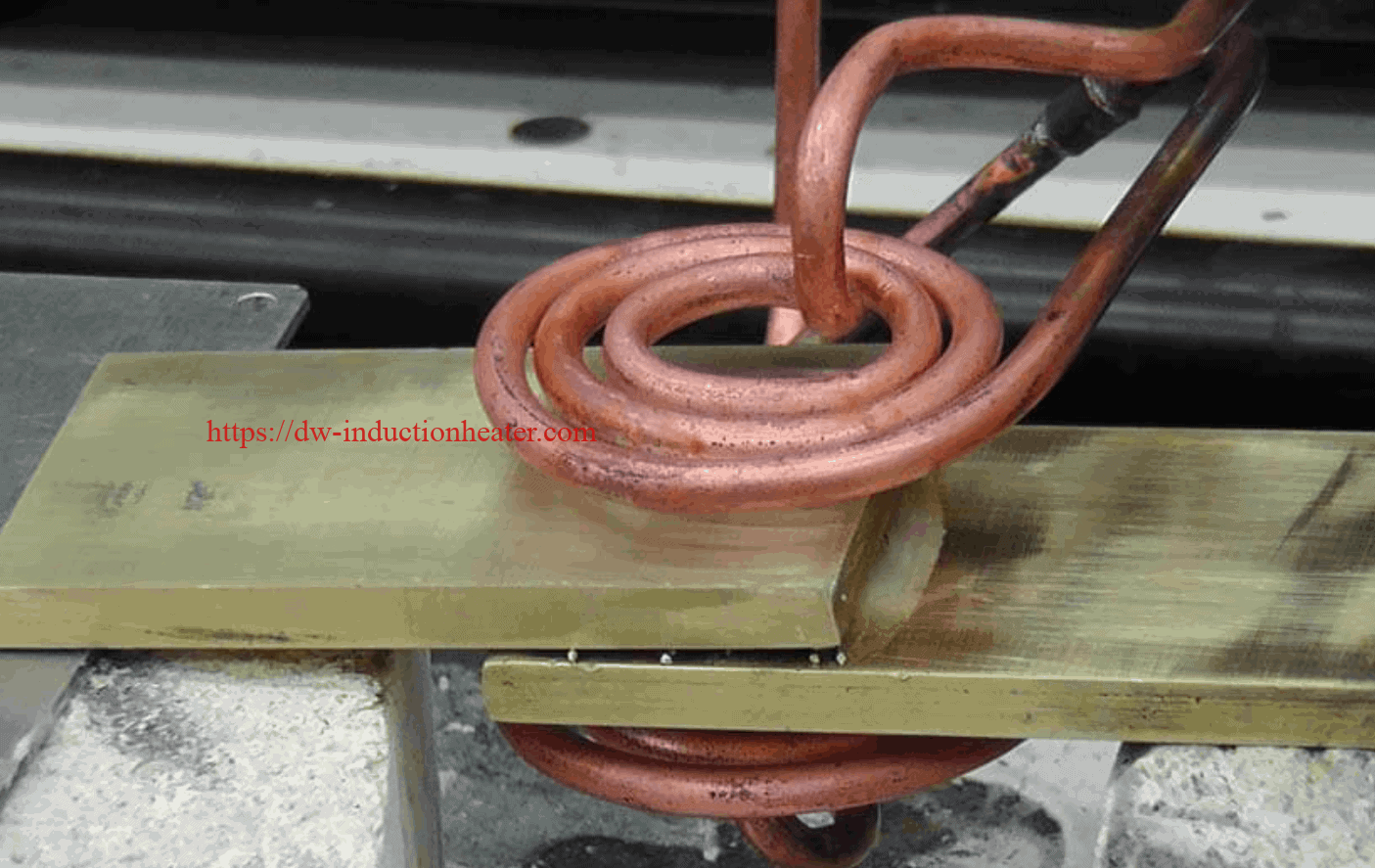
L'objectif du test d'application est de braser des plaques de cuivre et de laiton recouvrant les joints avec induction pour remplacer le fonctionnement de la torche. Les joints superposés peuvent être de laiton à laiton ou de cuivre à cuivre.
Le processus de torche actuel entraîne des contaminants excessifs sur l'assemblage et nécessite un remaniement approfondi après l'opération de brasage.
Matériel
DW-HF-25kw machine de chauffage par induction

Matériaux
• Plaques à coupons en cuivre et laiton
• Alliage de brasage - EZ Flo 45

Paramètres clés - plaques de cuivre
Puissance : 15 kW
Chaleur à température: environ 1350 ° F (732 ° C)
Durée: Durée moyenne - 2 minutes

Processus et résultats:
- Le fil de brasage EZ Flo 45 a été coupé en longueurs de 2 ”(50.8 mm) et placé dans la zone d'interface.
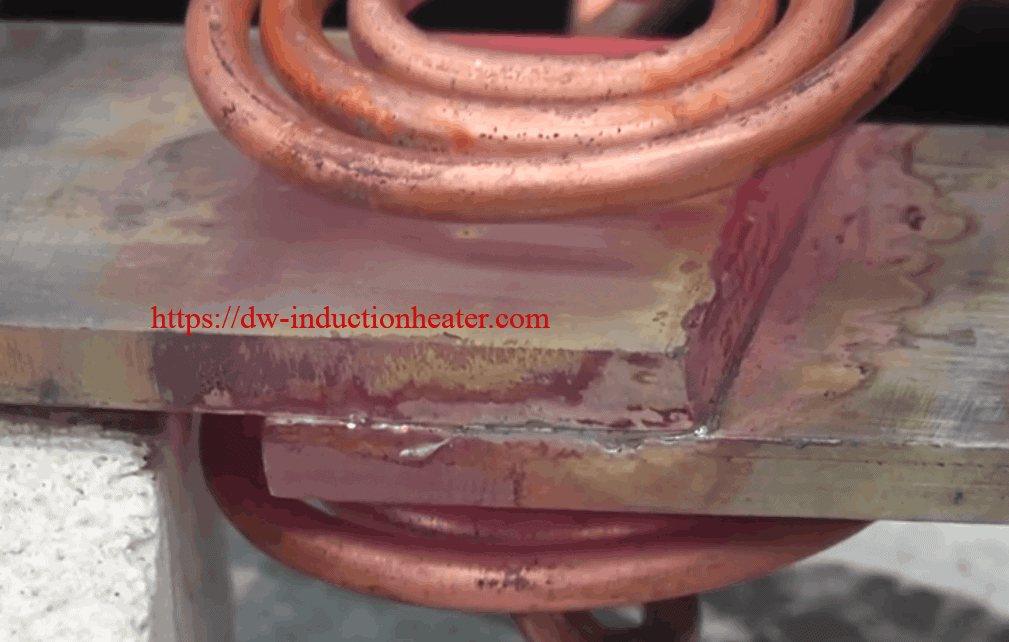
- Les assemblages ont été mis en place (voir photos) et chauffés avec chauffage par induction pendant un temps moyen de 2 minutes pour couler l'alliage et réaliser le brasage.
Paramètres clés - Plaques à coupons en cuivre
Puissance : 15 kW
Chaleur à température: environ 1350 ° F (732 ° C)
Durée: Durée moyenne - 2 minutes

Processus et résultats:
- Le fil de brasage EZ Flo 45 a été coupé en longueurs de 2 ”(50.8 mm) et placé dans la zone d'interface.
- Les assemblages ont été mis en place (voir photos) et chauffés pendant une durée moyenne de 2 minutes pour couler l'alliage et atteindre la Brasage à l'induction.





