tige et connecteur en cuivre de préchauffage par induction à haute fréquence pour une application de durcissement époxy
préchauffage par induction tige de cuivre et connecteur pour une application de durcissement époxy
Objectif : Préchauffer une partie de la tige de cuivre et un connecteur rectangulaire à température avant le durcissement de l'époxyde lors d'un processus de fabrication de tendeurs électriques
Matériel : Tige de cuivre plaquée fournie par le client (12" x 2" x 1"/305 mm x 51 mm x 102 mm) et connecteur
Température: 302 ºF (150 ºC)
Fréquence: 25 kHz
Équipement de chauffage par induction:
-DW-HF-60kW 15-45kHz système de chauffage par induction équipé d'une tête de travail déportée contenant quatre condensateurs de 21 F

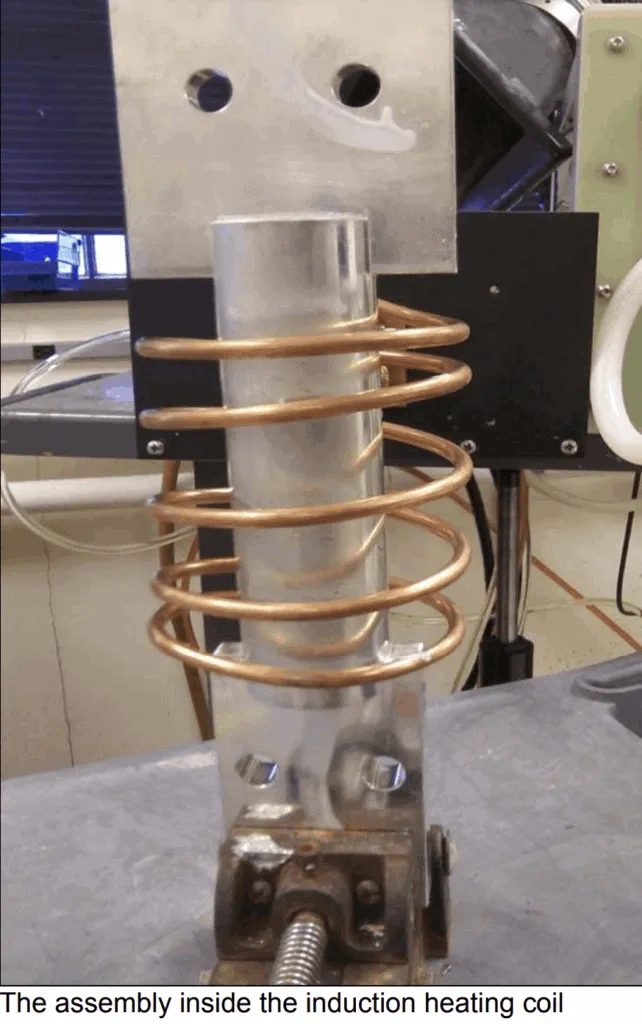
– Une bobine de chauffage par induction hélicoïdale à sept tours à position unique conçue et développée spécifiquement pour cette application
Processus de chauffage par induction
La tige de cuivre et le connecteur ont été placés à l'intérieur du bobine de chauffage par induction et le courant a été mis sous tension. La pièce a été chauffée à température en 55 secondes. Après avoir été chauffée à température, la pièce a été déplacée et un processus de durcissement/moulage époxy a eu lieu. Le client utilisait un grand four pour préchauffer ces baguettes, ce qui
était inefficace en termes de coûts. L'induction offre une méthode de chauffage plus rapide et plus économique.
Résultats/Avantages – Vitesse : L'induction a chauffé la pièce à température rapidement
– Efficacité : l'induction est une méthode beaucoup plus efficace pour chauffer ces pièces à la température par rapport à leur
grand four
– Précision : L'induction a permis de chauffer uniquement les parties de la tige qui nécessitaient un chauffage